Контроль качества в аддитивном производстве: лучшие практики SLM/LPBF
Аддитивное производство методом селективного лазерного плавления (SLM, оно же LPBF — Laser Powder Bed Fusion) за последние годы перешло из категории прототипирования в серийное производство ответственных деталей. Авиация, космос, энергетика, медицина — везде, где нужны сложные геометрии из жаропрочных сплавов, титана или нержавеющей стали, SLM становится незаменимым.
Но с ростом применения растут и требования к качеству. Детали, напечатанные на 3D-принтере из металла, устанавливаются в авиадвигатели и имплантируются в тело человека. Ошибка в контроле качества может стоить не только денег, но и жизней. В этой статье разберём все аспекты контроля качества SLM/LPBF-производства — от порошка до финального контроля.
Ключевые выводы
- Аддитивное производство требует принципиально иных подходов к контролю качества
- Каждый параметр печати (мощность лазера, скорость сканирования, толщина слоя) влияет на качество
- Постобработка (ГИП, термообработка, механообработка) требует собственных контрольных точек
- КТ-сканирование и неразрушающий контроль обязательны для критических деталей
- Цифровая прослеживаемость от партии порошка до готового изделия — обязательна для авиации/медицины
- MES-системы для АП автоматизируют запись параметров и документацию качества
Почему контроль качества в SLM сложнее, чем в традиционном производстве
При традиционной механообработке вы начинаете с сертифицированной заготовки известной структуры и снимаете лишний материал. При SLM вы создаёте материал и деталь одновременно — структура формируется прямо в процессе печати, слой за слоем, и зависит от десятков параметров.
Основные источники проблем с качеством:
- Пористость — газовые поры, поры из-за недоплавления (lack of fusion), ключевые отверстия (keyhole porosity)
- Остаточные напряжения — неравномерный нагрев и охлаждение вызывают деформации и трещины
- Дефекты поверхности — налипание частиц, ступенчатость, неровность нижних поверхностей (downskin)
- Анизотропия свойств — механические свойства зависят от направления построения
- Контаминация порошка — кислород, влага, посторонние частицы ухудшают свойства
Каждый из этих факторов нужно контролировать на соответствующем этапе. Разберём по порядку.
Управление металлическими порошками
Качество SLM-детали начинается с порошка. Это не просто «сырьё» — это материал, свойства которого меняются при каждом использовании.
Входной контроль порошка
- Химический состав — проверка сертификата поставщика, при необходимости — собственный анализ (XRF, ICP)
- Гранулометрия — распределение частиц по размерам (обычно 15–45 мкм или 20–63 мкм для LPBF)
- Морфология — сферичность частиц (SEM-анализ), наличие сателлитов
- Текучесть — тест Холла, тест Карни
- Содержание кислорода и влаги — критично для титановых и алюминиевых сплавов
Управление повторным использованием порошка
После каждой сборки часть порошка остаётся неиспользованной. Его просеивают и возвращают в оборот. Но с каждым циклом свойства деградируют: растёт содержание кислорода, появляются спечённые агломераты, меняется текучесть.
Что необходимо контролировать:
- Количество циклов повторного использования (для каждой партии)
- Соотношение нового и переработанного порошка при смешивании
- Периодический анализ гранулометрии и химсостава переработанного порошка
- Критерии выбраковки порошка
- Условия хранения: герметичная тара, контроль влажности, инертная атмосфера для реактивных материалов
Прослеживаемость порошка
Для ответственных применений (авиация, медицина) необходимо знать, из какой партии порошка сделана каждая деталь, сколько циклов прошёл этот порошок, и какими были результаты его анализа. Это одна из самых сложных задач прослеживаемости, потому что порошок — сыпучий материал, и его партии неизбежно смешиваются.
Контроль параметров процесса печати
SLM-процесс определяется десятками параметров, которые в совокупности формируют плотность энергии и, как следствие, качество материала.
Ключевые параметры
| Параметр | Влияние на качество | Типичный контроль |
|---|---|---|
| Мощность лазера | Недостаточная — недоплавление; избыточная — испарение, keyhole-поры | Мониторинг в реальном времени, калибровка |
| Скорость сканирования | Влияет на объёмную плотность энергии | Контроль через файл параметров |
| Шаг штриховки (hatch distance) | Слишком большой — непроплавление между треками | Валидация на тестовых образцах |
| Толщина слоя | Точность, производительность, прочность | Контроль рекоутера, датчик высоты |
| Атмосфера камеры (O₂, давление) | Окисление, пористость | Непрерывный мониторинг содержания кислорода |
| Температура платформы | Остаточные напряжения, деформации | Предварительный нагрев, мониторинг |
In-situ мониторинг
Современные SLM-установки оснащаются системами мониторинга в процессе печати:
- Мониторинг расплавной ванны (melt pool monitoring) — камеры и фотодиоды отслеживают яркость, размер и стабильность расплавной ванны
- Послойная оптическая томография — фотографирование каждого слоя для обнаружения дефектов нанесения порошка, зон перегрева, деламинации
- Термография — инфракрасные камеры для мониторинга температурного поля
Эти данные генерируют терабайты информации на каждую сборку. Без систематического подхода к их обработке и хранению данные бесполезны.
Продувка и защитная атмосфера
Перед началом печати камеру SLM-установки продувают инертным газом (аргон для большинства материалов, азот для нержавеющих сталей) до достижения целевого уровня кислорода — обычно менее 0,1% (1000 ppm), для титановых сплавов — менее 0,05%.
Что контролировать:
- Уровень кислорода перед началом печати и в процессе
- Расход защитного газа
- Давление в камере
- Эффективность системы фильтрации (конденсат и брызги загрязняют газовый тракт)
- Направление потока газа (влияет на качество поверхности и удаление продуктов испарения)
Эти параметры должны фиксироваться для каждой сборки как часть паспорта качества.
Постобработка: термическая и механическая
Снятие остаточных напряжений
Сразу после печати деталь содержит значительные остаточные напряжения. Термообработка для снятия напряжений (stress relief) проводится, как правило, до отделения детали от платформы. Параметры (температура, время выдержки, скорость нагрева и охлаждения, среда) зависят от материала и должны быть валидированы.
Горячее изостатическое прессование (ГИП / HIP)
ГИП — обязательный этап для ответственных деталей. Процесс залечивает внутреннюю пористость, повышает плотность до 99,9%+ и улучшает усталостные характеристики. Типичные параметры для Ti-6Al-4V: 920 °C, 100 МПа, 2 часа.
Контроль ГИП:
- Температурно-временной профиль (запись термопары)
- Давление на всех этапах цикла
- Среда (аргон)
- Прослеживаемость: какие детали были в какой загрузке
Механическая обработка
SLM-детали редко используются «как напечатаны». Посадочные поверхности, резьбовые отверстия, критические размеры — всё это требует механической доработки. Здесь действуют стандартные правила контроля механообработки, но с дополнительным нюансом: припуск на обработку закладывается в 3D-модель на этапе подготовки данных, и ошибка на этом этапе приведёт к бракованной детали.
Удаление поддерживающих структур
Поддержки — неотъемлемая часть SLM-процесса. Их удаление — трудоёмкая операция, и качество поверхности в зоне контакта поддержек с деталью зачастую требует дополнительной обработки. Процедура удаления должна быть стандартизирована: инструмент, последовательность, критерии приёмки.
Размерный контроль и неразрушающие испытания
Координатные измерения (КИМ / CMM)
Традиционный метод контроля размеров. Для SLM-деталей со сложной геометрией контактные измерения часто недостаточны — труднодоступные поверхности, тонкие стенки, внутренние каналы.
3D-сканирование и КТ
- Оптическое 3D-сканирование — быстрое сравнение реальной геометрии с CAD-моделью, выявление деформаций
- Компьютерная томография (КТ / CT) — «золотой стандарт» для SLM: позволяет обнаружить внутреннюю пористость, непроплавления и проверить геометрию внутренних каналов. Единственный неразрушающий метод, способный «заглянуть» внутрь детали.
Другие методы НК
- Рентгенография — альтернатива КТ для крупных деталей
- Ультразвуковой контроль — ограниченно применим из-за шероховатости поверхности SLM-деталей
- Капиллярный контроль (ПВК) — для обнаружения поверхностных дефектов
Механические испытания и образцы-свидетели
Так как свойства SLM-материала зависят от конкретных параметров печати, испытания проводятся на образцах-свидетелях (witness specimens), напечатанных одновременно с деталями в той же сборке. Обычный набор:
- Образцы на растяжение (по ГОСТ или ASTM E8)
- Образцы на ударную вязкость (Шарпи)
- Образцы для анализа микроструктуры и пористости
- Образцы на определение плотности (метод Архимеда)
Расположение образцов-свидетелей на платформе важно: они должны отражать условия, в которых печатались реальные детали.
Роль MES/QMS в контроле качества аддитивного производства
Из всего вышесказанного очевидно, что объём данных, которые нужно собирать, хранить и связывать друг с другом, огромен. Для одной сборки это:
- Паспорт порошка (партия, число циклов, результаты анализа)
- Параметры печати и логи оборудования
- Данные мониторинга (послойные изображения, melt pool)
- Протоколы термообработки и ГИП
- Результаты размерного контроля и НК
- Протоколы механических испытаний
- Записи обо всех несоответствиях и корректирующих действиях
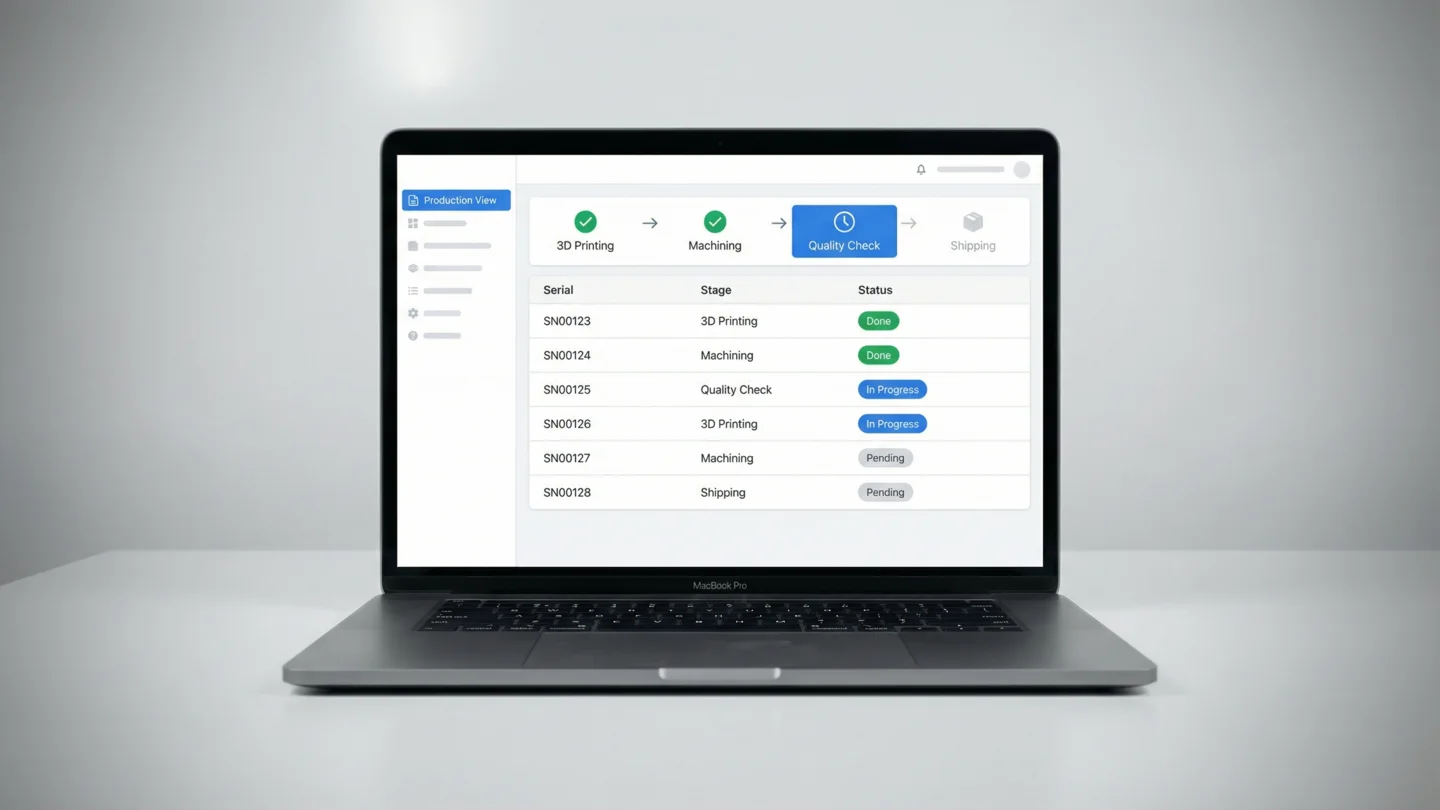
Попытка вести всё это в Excel или бумажных журналах обречена на провал. MES/QMS-система обеспечивает:
- Единый цифровой поток — все данные привязаны к конкретной детали и сборке
- Автоматическую прослеживаемость — связь «порошок → сборка → постобработка → контроль → деталь»
- Контроль маршрута — система не позволит отправить деталь заказчику без прохождения всех обязательных этапов
- Управление несоответствиями — формализованный CAPA-процесс с привязкой к конкретным деталям
- Готовность к аудиту — вся документация формируется автоматически
ProductFlow: MES/QMS, созданный для аддитивного производства
ProductFlow — это облачная MES/QMS-платформа, которая изначально проектировалась с учётом специфики аддитивного производства. Это не адаптация системы для механообработки — это решение, в которое управление порошками, сборками и постобработкой заложено на уровне архитектуры.
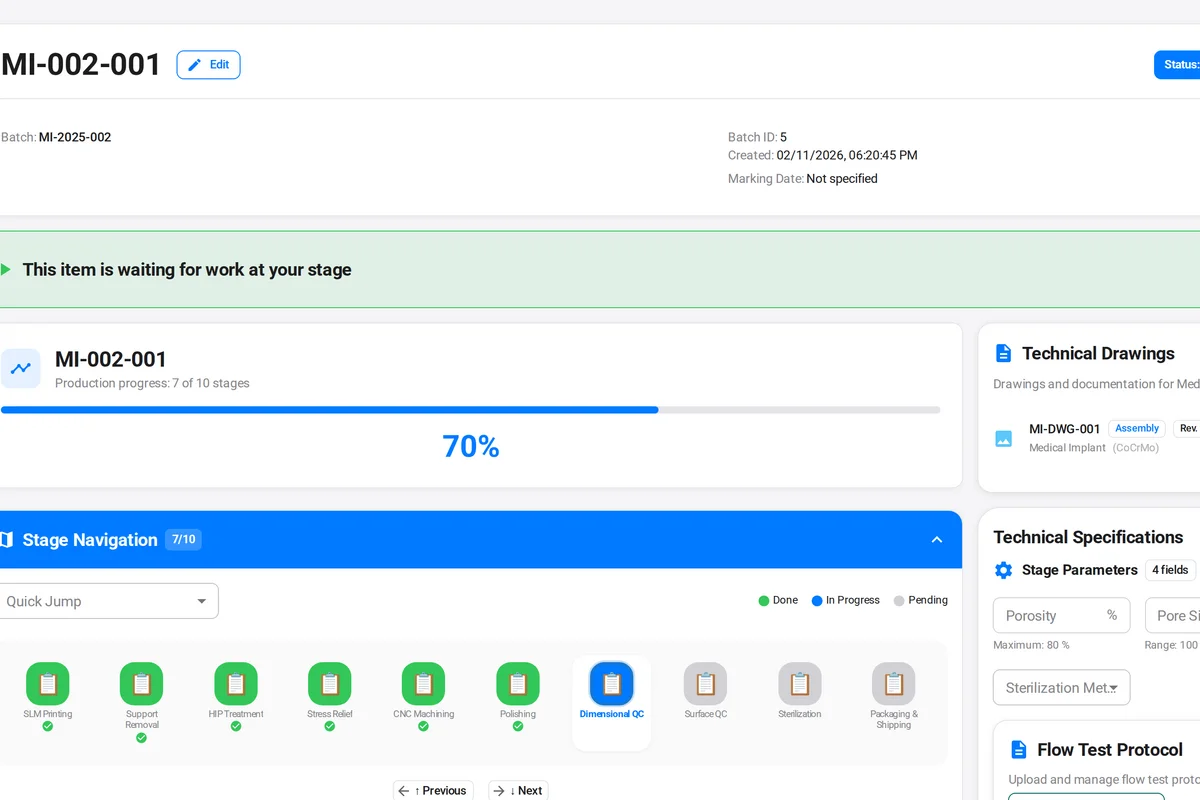
Возможности ProductFlow для SLM/LPBF-производства:
- Управление порошками — учёт партий, циклов повторного использования, результатов анализа, автоматический расчёт genealogy при смешивании
- Управление сборками — привязка деталей к позициям на платформе, связь с файлом параметров и логами оборудования
- Маршруты постобработки — термообработка, ГИП, механическая обработка, покрытия — каждый этап контролируется
- Протоколы измерений — результаты КИМ, 3D-сканирования, КТ, механических испытаний привязаны к конкретным деталям
- Управление несоответствиями и CAPA — полный цикл от обнаружения до закрытия
- Прослеживаемость — от номера партии порошка поставщика до серийного номера готовой детали в одно нажатие
- Соответствие стандартам — ISO 9001, AS9100, ISO 13485
Наведите порядок в качестве аддитивного производства
ProductFlow — единственная MES/QMS-платформа, созданная специально для SLM/LPBF. Попробуйте бесплатно.
Начать бесплатно →Заключение
Контроль качества в аддитивном производстве — это не отдельная операция в конце процесса, а непрерывная цепочка, начинающаяся с приёмки порошка и заканчивающаяся финальной приёмкой детали. Каждое звено этой цепочки влияет на конечный результат, и слабое звено определяет надёжность всей системы.
Ключевые принципы, которые стоит заложить с самого начала:
- Контролируйте порошок — это ваш материал, и его качество определяет свойства детали
- Фиксируйте параметры каждой сборки — без этого невозможно расследовать причины дефектов
- Валидируйте постобработку — термические режимы и ГИП должны быть подтверждены испытаниями
- Используйте образцы-свидетели — это единственный способ подтвердить свойства материала без разрушения детали
- Внедрите цифровую прослеживаемость — объём данных в SLM-производстве слишком велик для бумажных систем
Аддитивное производство — технология будущего, которое уже наступило. Но будущее требует соответствующего подхода к качеству. Инвестиции в систему управления качеством — это инвестиции в доверие заказчиков, повторяемость процесса и устойчивый рост производства.
Часто задаваемые вопросы
Ключевые проблемы: контроль пористости, управление остаточными напряжениями, точность размеров, требования к шероховатости поверхности и стабильность качества порошка при повторном использовании.
АП требует мониторинга во время процесса печати (in-situ), а не только после. Параметры лазера, скорость и газовая среда напрямую влияют на качество способами, которые невозможно проконтролировать постфактум.
Ключевые стандарты: ASTM F3303, ISO/ASTM 52920, AS9100 (авиация), ГОСТ Р 57558-2017 (Россия), а также отраслевые стандарты NADCAP.
Для критических применений (авиация, медицинские имплантаты) — да. КТ выявляет внутренние дефекты, невидимые при поверхностном контроле.
MES-системы фиксируют параметры печати, данные постобработки и результаты контроля автоматически, создавая полный цифровой след от порошка до готового изделия.